جوش نقطه ای یا مقاومتی از جمله انواع مهم جوشکاری در صنایع گوناگونی همچون خودروسازی و لوازم خانگی میباشد. به طور کلی جهت جوش نقطه ای قطعات از دو روش کلی پرس جوش ثابت و یا استفاده از گان به صورت متحرک استفاده میشود. در ادامه به بررسی مزایای ربات جوش نقطه ای یا مقاومتی و برخی نکات فنی آن پرداخته ایم.
گانهای جوشکاری رباتیک یا به اصطلاح ربوگانها دارای جزییات و انواع مختلف بوده که در این مقاله به بررسی برخی از این موارد پرداخته ایم. انتخاب نوع و توان مناسب ترانس، نوع گان، نحوه انتقال نیروی فک گان… از جمله موارد مهم در انتخاب گان جوش
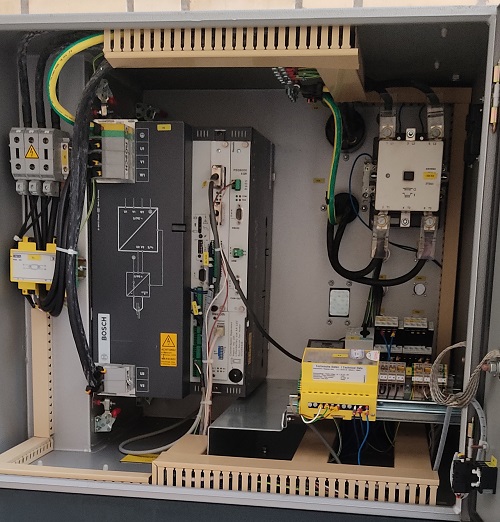
تایمر جوش فرکانس متوسط جریان مستقیم (MFDC) و AC
در عملیات جوشکاری نقطه ای حرارت ایجاد شده در اثر عبور جریان الکتریکی از درون قطعه، موجب تشکیل حوضچه مذاب و ادغام دو قطعه در یکدیگر میشود. ترانسفورمر یا اصطلاحا ترانس یکی از مهمترین اجزای گان اسپات ولدینگ جهت ایجاد حرارت در جوشکاری نقطه ای میباشد. ترانس های نسل جدید با عنوان MFDC یا مدیوم فرکانس جریان مستقیم به شدت بهینه تر از ترانس های نسل قدیم یا AC میباشند. کیفیت بالاتر، زمان کوتاهتر پالس جوش، مصرف انرژی کمتر از جمله مزایای ترانس های فرکانس متوسط نسبت به ترانس های AC با فرکانس 50 هرتز میباشد. از معایب ترانس های AC افت ناگهانی ولتاژ حین اتصال کوتاه و امکان ایجاد اختلال در عملکرد سایر دستگاههای موجود در خط تولید و عدم جوش کامل قطعات میباشد. انتخاب توان ایده آل ترانس جهت جوشکاری با کیفیت قطعات نیز یکی از نکات حائز اهمیت در راه اندازی سلول جوش نقطه ای با استفاده از ربات صنعتی میباشد.
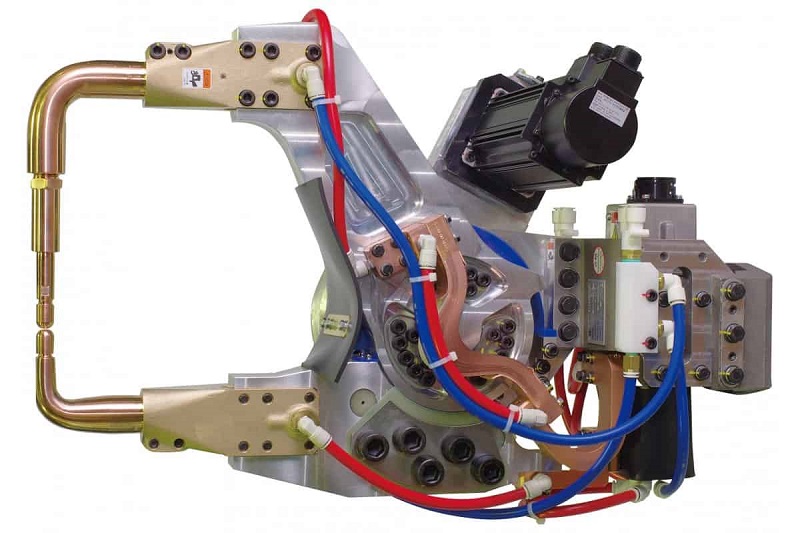
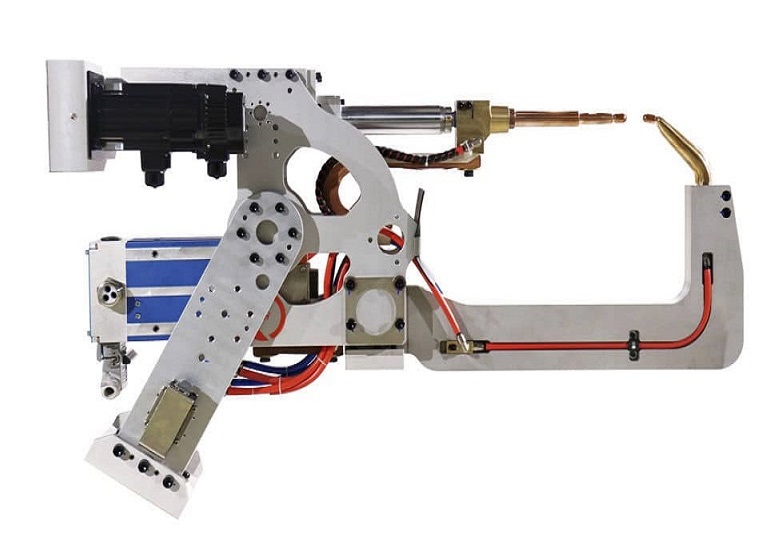
گانهای اسپات ولدینگ دارای دو نوع کلی X و C بوده و کاربر با توجه به نیاز خود گان دلخواه را بر روی ربات جوشکار نصب مینماید. در گانهای نوع C شفت جک و یا سروو موتور مستقیما به قسمت متحرک الکترود متصل میباشد. در گانهای اسپات ولدینگ نوع X انتقال نیرو از خروجی گیریکس یا جک پنوماتیک به صورت غیر مستقیم به فک متحرک انجام میشود. به طور کلی در صنعت گانهای نوع C نسبت به X پرکاربردتر میباشند.
گان پنوماتیک و سرووگان
با توجه به نوع و دقت پروژه از دو نوع متفاوت گان شامل جک پنوماتیک و سروو موتور جهت انتقال نیرو و بسته شدن فک گان استفاده میشود. در گانهای پنوماتیک میزان فشار بر روی قطعه از طریق شیر تناسبی یا پروپوشنال ولو به طور نسبی قابل کنترل بوده در حالی که به علت وجود ریزالور در سروو گان کاربر جهت اعمال فشار دلخواه و بسته شدن گپ میان قطعات پیش از جوشکاری آزادی عمل بیشتری خواهد داشت.
سروو گان X تایپ
سروو گان C تایپ
تیپ درسر در جوشکاری مقاومتی رباتیک
یکی از چالش های جوشکاری نقطه ای بالا رفتن حرارت سره های گان در حین عبور جریان از قطعه و سایش سره های گان اسپات ولدینگ میباشد. در روش سنتی اپراتور با استفاده از تیپ درسر دستی به آرایش یا تمیز نمودن تیپ یا کلاهک الکترودهای گان میپردازد. از معایب این روش ورود اپراتور به داخل سلول ربات، اتلاف زمان و کاهش میزان تولید میباشد. در روش تولید رباتیک استفاده از تیپ درسر اتوماتیک مرسوم بوده و به این ترتیب ربات پس از یک یا چند سیکل جوشکاری مطابق با برنامه نوشته شده به سمت دستگاه تیپ درسر رفته و الکترودها به صورت اتوماتیک مورد ترمیم قرار میگیرند.
با توجه به اینکه خنک نمودن گان اسپات ولدینگ از طریق ورود و خروج آب انجام میشود، جهت جلوگیری از آسیب دیدن ترانس جوش، نظارت دائمی بر گردش آب از نکات حیاتی جوشکاری از طریق ربات صنعتی میباشد. در صورت قطع فلو آب حین جوشکاری مطابق برنامه نوشته شده ربات بلافاصله فرایند تولید و جوشکاری را متوقف مینماید. به این منظور از ایستگاه مدیا پنل در سلول های جوشکاری نقطه ای استفاده میشود.
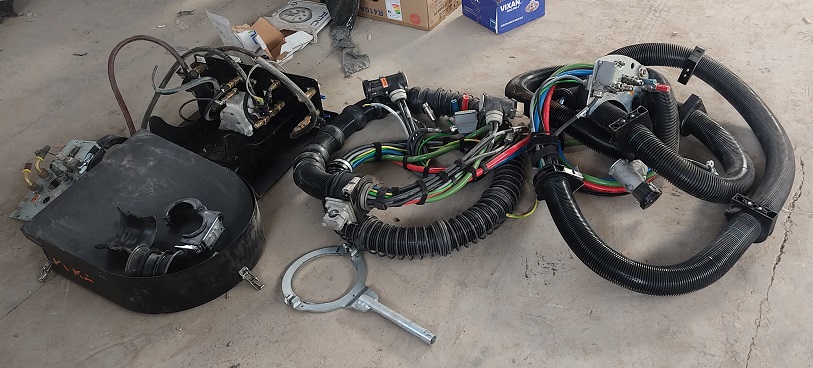
انرژی ساپلای
با توجه به حجم بالای ورودی و خروجی به گان جوش نقطه ای تجمیع کلیه اتصالات برقی، پنوماتیکی و شیلنگ های آب بر روی ربات بطوریکه ربات دچار محدودیت حرکتی نشود از اهمیت بسزایی برخوردار میباشد. به این منظور از پکیج استانداری با نام انرژی ساپلای استفاده میشود. انرژی ساپلای با گردش از بدنه ربات و هدایت کلیه اتصالات از گان نصب شده بر روی هد به پایه ربات، تجهیزی جدا نشدنی در سلول های رباتیک جوش نقطه ای میباشد.