امروزه رباتهای صنعتی نقشی کلیدی در بالا بردن کیفیت و تیراژ محصولات در صنایع مختلف ایفا مینمایند. بسیاری از صنایع، خطوط تولید سنتی خود را به خطوط تولید رباتیک تغییر داده و با توجه به پیچیدگی برخی کاربردها، استفاده از رباتهای صنعتی روشی بسیار کارآمدتر می باشد. یکی از کاربردهای مورد استقبال تولید کنندگان در سالهای اخیر جوشکاری لیزر رباتیک بوده که در ادامه پس از معرفی انواع لیزرهای صنعتی، به بررسی کلیه جوانب آن خواهیم پرداخت.
لیزرهای صنعتی با ترکیبی فوق العاده از علوم مختلف مهندسی دارای بخش های متفاوتی از جمله سورس میباشد. در واقع قلب یک لیزر، سورس یا محیط فعال آن بوده و با توجه به نوع آن، لیزرها نام گذاری میشوند. به عنوان مثال در لیزرهای CO2، محیط فعال گاز CO2 میباشد. تحریک این محیط بسته به نوع لیزر از طریق روش های گوناگونی از جمله مهتابی، دیودهای نوری، فرایندهای شیمیایی و یا تخلیه الکتریکی انجام میشود.
پس از تولید پرتوهای نور با طول موج مشخص، نیاز به متحد یا اصطلاحا همدوس نمودن این پرتوها میباشد. تقویت این پرتوها از طریق رزوناتور که متشکل از انبوهی از آینه ها و یا محیط های لایه نشانی شده میباشد، صورت میپذیرد. به این ترتیب پرتوی نور تولید شده با توجه به نوع لیزر از طرق مختلفی همچون فیبر نوری و یا آینه به هد لیزر منتقل می شود.
از برندهای مطرح موجود در بازار ایران میتوان به ترومف، ریکاس، IPG، بیسترونیک، آمادا، مکس فوتونیک… اشاره نمود. این شرکتها در ساخت لیزرهای گازی و حالت جامد با توان های متفاوت فعال میباشند. در ادامه به معرفی برخی از نمونه های متداول لیزرهای صنعتی میپردازیم.
لیزر گازی
در این نوع لیزرها با اعمال جریان الکتریکی، گاز موجود از طریق فرایند وارونی فراوانی تحریک شده و موجب گسیل نور می شود. CO2، هلیوم-نئون، آرگون، کریپتون… از جمله نمونه های گازی بوده و در کاربردهای گوناگونی در صنعت از جمله حکاکی، برشکاری یا جوشکاری مورد استفاده قرار میگیرند.
لیزر حالت جامد
در تکنولوژی حالت جامد از ترکیب عناصر کمیاب در محیط فعال استفاده شده است. معروفترین نوع لیزر حالت جامد، نوع Nd:YAG بوده که محیط فعال، شامل بلوری با ترکیب چهار عنصر شیمیایی می باشد. بلور یا محیط فعال در تیوبی استوانه ای قرار گرفته و پمپ نمودن نور با طول موج 1064 نانومتر به محیط فعال از طریق مهتابی انجام می شود. در ویدیوی روبرو روشن شدن لامپهای لیزر Nd:YAG ترومفدر یکی از پروژه های تیم نت رباتیک، جهت تحریک بلور قابل مشاهده میباشد.
لیزرهای نیمه رسانا یا لیزر دیودها در طبقه بندی لیزرها به صورت جداگانه دسته بندی می شوند. محیط فعال این لیزرها قطعه ای نیمه رسانا بوده که با اعمال جریان الکتریکی موجب گسیل نور می شود. دیود لیزرها به طور معمول به عنوان سورس انرژی جهت پمپ نمودن نور به محیط فعال دیگر لیزرها مورد استفاده قرار میگیرند که با عنوان لیزرهای دیود-پمپ شناخته می شوند.
دسته ای دیگر از لیزرهای حالت جامد، فایبر لیزرها بوده که به صورت جداگانه طبقه بندی میشوند. محیط فعال این لیزرها فیبر شیشه ای با ترکیب برخی از عناصر کمیاب می باشد.
دیسک لیزر
دیسک لیزرهای بر خلاف لیزرهای Nd:YAG شامل لایه ای نازک همچون دیسک یا اشکال دیگر از عناصر شیمیایی کمیاب می باشد. طول موج این لیزر بسیار نزدیک به لیزر Nd:YAG و در حدود 1030 نانومتر می باشد.
اجزای سلول جوشکاری لیزر رباتیک
مطابق شکل فوق جهت جوشکاری لیزر محصولات توسط ربات صنعتی وجود برخی تجهیزات الزامی بوده که در ادامه به معرفی آنها میپردازیم:
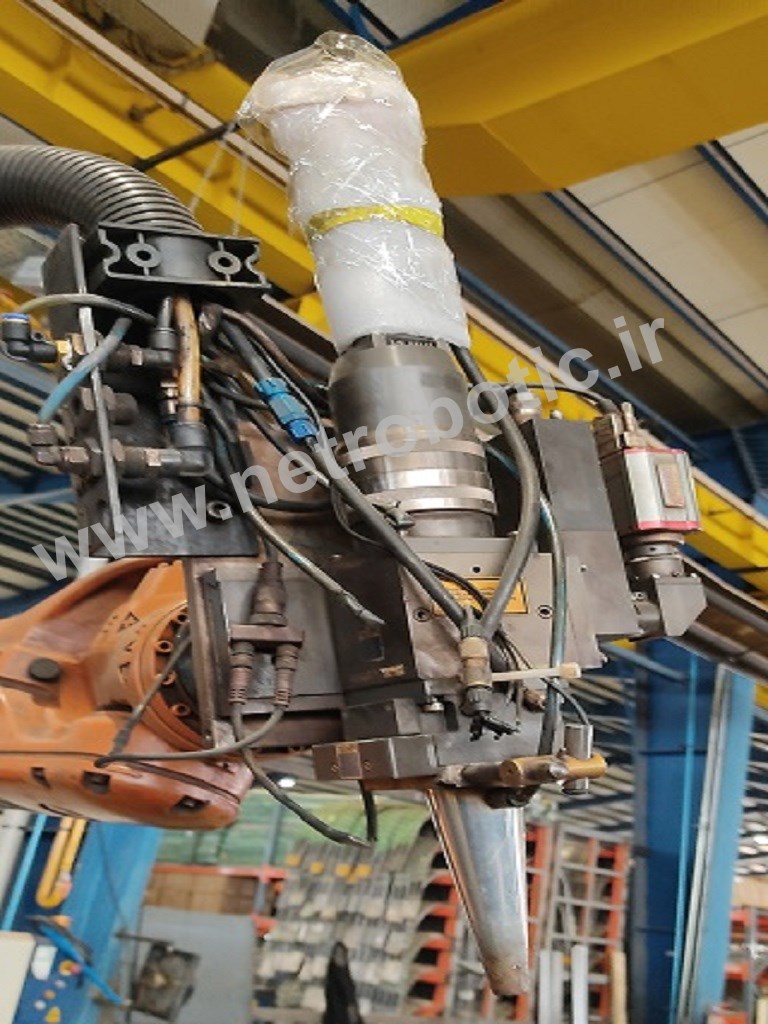
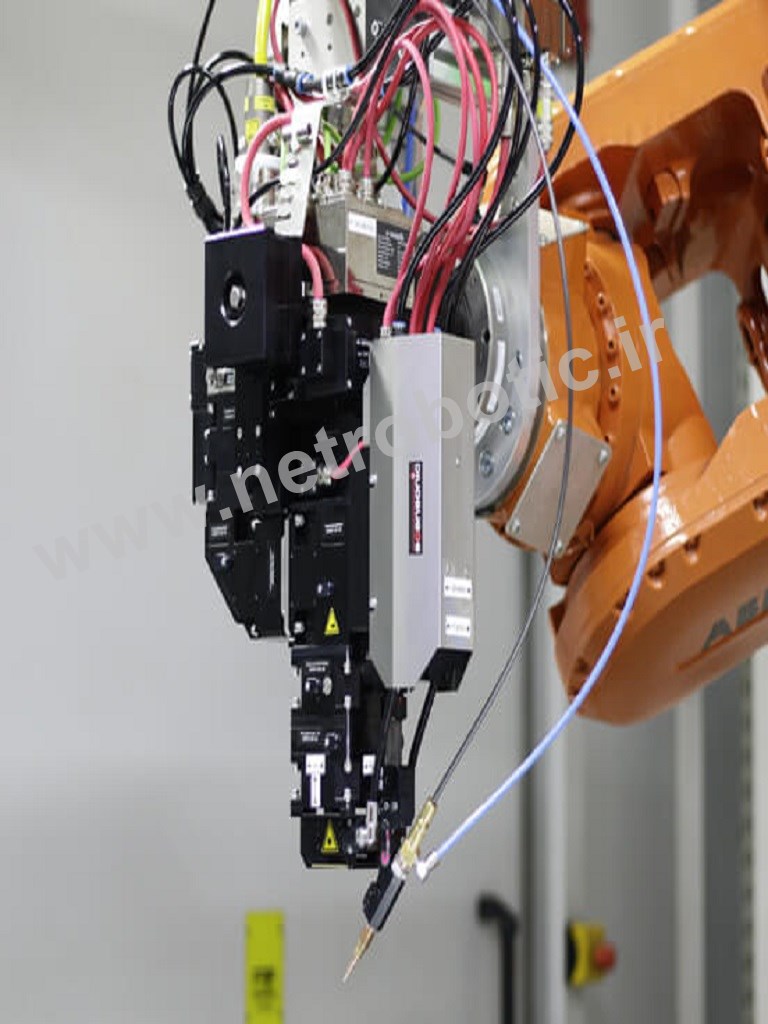
سورس شامل یونیتی متشکل از منبع تغذیه، محیط فعال، آینه ها، کارت شبکه، سیستم خنک کاری… میباشد. با توجه به حرارت بالا حین تولید پرتو و جوشکاری، چیلرهای صنعتی نقشی حیاتی در خنک کاری سیستم لیزر و هد جوشکاری ایفا مینمایند. پرتو تولید شده در لیزرهای حالت جامد از طریق کابل فیبر نوری به هد جوشکاری هدایت میشود. جهت جوشکاری لیزر توسط ربات صنعتی انواع متفاوتی از هد اپتیک موجود می باشد. در تصاویر زیر سه مورد از متداول ترین اپتیک های جوش قابل مشاهده می باشد.
اپتیک قابل فوکوس
اپتیک قابل فوکوس و برنامه ریزی
هد اسکن سونیک با محور مجزا
مزایای جوشکاری لیزر با ربات صنعتی
ربات های صنعتی با انعطاف و آزادی عمل فوق العاده ابزاری کارآمد در اجرای عملیات گوناگون خصوصا جوشکاری قطعات منفصله می باشند. نصب اپتیک جوشکاری بر روی یک ربات صنعتی یکی از کارآمدترین راه حل ها جهت جوشکاری قطعات میباشد. در جوشکاری با پرتو لیزر نیاز به تماس هد اپتیک با قطعه نمیباشد و پرتو با فاصله ای به میزان فوکال لنز به قطعه ساطع می شود. جوشکاری رباتیک توسط پرتو لیزر، راه حلی منحصر بفرد جهت دسترسی آسان به تمامی نقاط مورد نیاز جوشکاری و بالا بردن تیراژ تولید به حساب می آید.